Beitragsinhalt
TPS Filament
Überblick
Beim TPS (Thermoplastisches Elastomer auf Styrolbasis) handelt es sich um ein flexibles Filament, dass sich sowohl für statische Dichtungen als auch für dynamische Anwendungen wie Schwingungsdämpfer eignet. Darüber hinaus eignet es sich hervorragend für flexible Prototypen. Das Material weist den Shore A Wert 75 auf, was einer Elastizität von Medium Soft bis Medium entspricht. Grundsätzlich ist das Material resistent gegen Säuren, Basen und Ozon, gegen Öle dagegen eher mäßig. Ganz genau lässt sich das aber nicht sagen, da TPS-Materialien auf gezielte Eigenschaften angepasst werden können. Leider bieten die wenigsten Filament-Hersteller detaillierte Informationen dazu an.

Vorbereitung
Der empfohlene Extrusionstemperaturbereich liegt bei 225-250°C. Je nach Härtegrad kann es unter Umständen hilfreich sein, die Druckdüse auf bis zu 260°C aufzuheizen und dem Filament somit so wenig Widerstand wie möglich entgegenzubringen. Zusätzlich empfiehlt es sich, einen Direct-Extruder zu verwenden und den Idler großzügig zu entspannen. Beim Prusa i3 MK3S liegt der Kopf der Schraube für den Extruder-Spanner fluchtend oder leicht unter der Oberfläche. Bei TPS sollte die Spannung reduziert werden, sodass die Schraube etwa 1-2mm über der Oberfläche liegt. Eine zu niedrige Spannung führt dazu, dass das Filament knickt und sich im Antriebsrad des Extruders verfängt. Eine zu hohe Spannung führt wiederum zu einer Stauchung, wodurch das Material unter Umständen beschädigt wird und reisst. Das Resultat ist in beiden Fällen eine Unterextrusion. Daher empfehlen wir, das Material beim Filamenteinschub mit einem Finger leicht festzuhalten und zu prüfen, ob das Extruder-Getrieberad durchrutscht. Falls ja, kann die Spannung leicht erhöht werden, bis das Material eingezogen wird.
Das Herz-Filament sollte außerdem mit einer Druckgeschwindigkeit unterhalb von 25mm/s verarbeitet werden, um Filamentstau im Hotend zu vermeiden. Sollte die Druckgeschwindigkeit zu hoch eingestellt sein, kann es zu Materialstau im Extruder kommen. Dann empfehlen wir das Entladen des Extruders und die Reste mit einem geeigneten 1,75mm Metallstab herauszudrücken. Auch sollte der Extrusionsmultiplikator leicht erhöht werden, da TPS üblicherweise nicht korrekt extrudiert wird. Dieser kann je nach Material und Hersteller sogar bei 120% liegen. Bei TPS sollte der Rückzug (Retraction) weitesgehend vermieden werden, da das Material nicht starr ist und die Bewegungen des Extruders das Material dehnen lassen, was ausnahmslos zu einem verstopften Extruder führt. Eine Bauteilkühlung von 60-80% ist erforderlich.
Das Druckbett sollte vor der Verarbeitung von TPS sauber sein. Aber Vorsicht: Manche Materialen verschmelzen mit der PEI-Schicht des Druckbetts und lassen sich nach dem Druck nur noch schwer lösen. Daher sollte ein einfacher 3D-Drucker Klebestift als Trennmittel verwendet werden. Das TPS von Herz liess sich in unserem Test sehr einfach vom Druckbett lösen, während andere Materialien mit einem Haftspray fast vollständig mit der PEI-Schicht verschmelzten.
Druckbarkeit
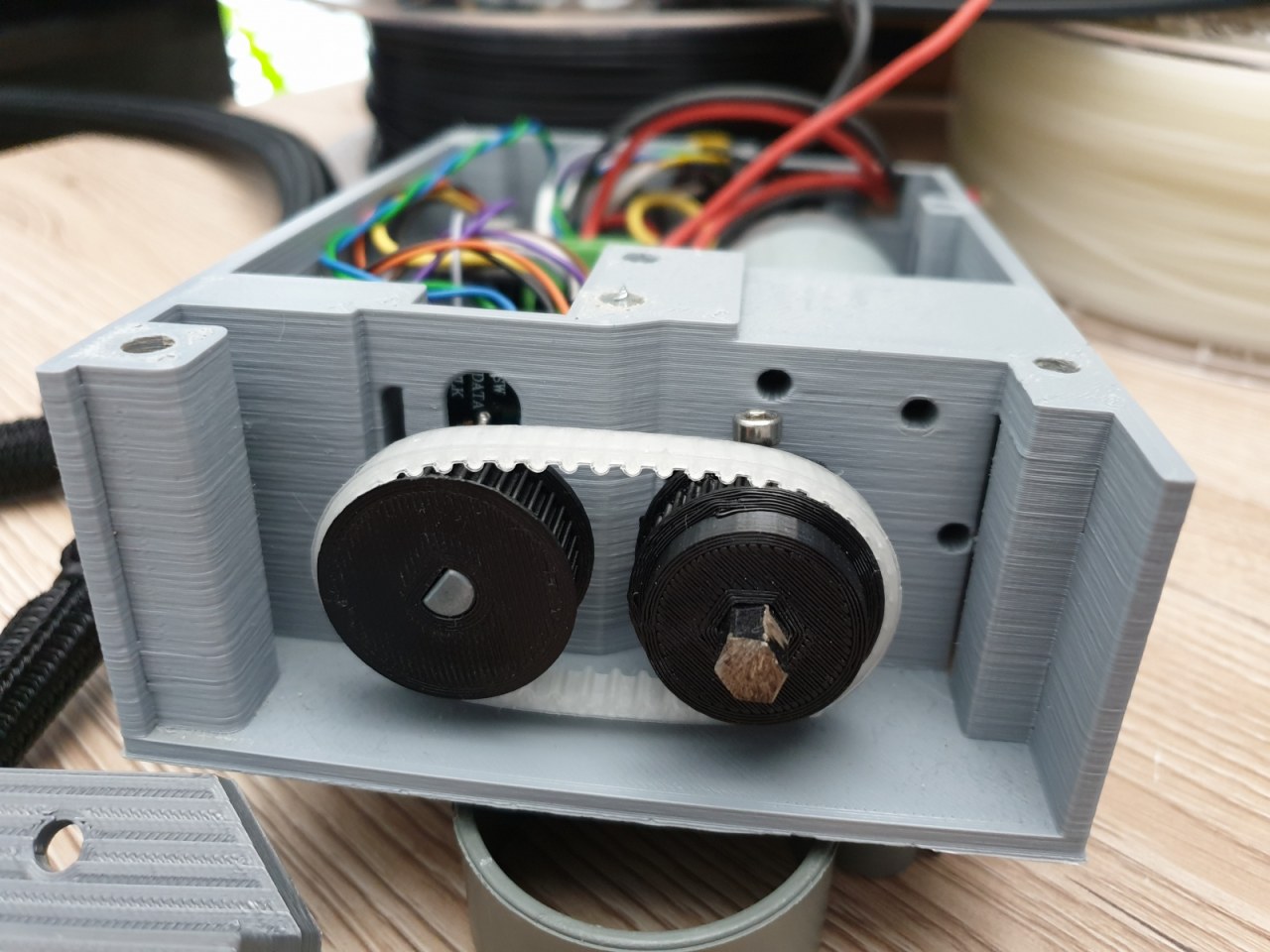
Das TPS von der Firma Herz GmbH lässt sich im Vergleich zu anderen flexiblen Materialien relativ schwer drucken. Das Material ist sehr weich, sodass insbesondere die Drucktemperatur und die Druckgeschwindigkeit angepasst werden müssen. Aber auch andere unscheinbare Faktoren können eine Rolle spielen. In unserem Fall wurde das Filament zunächst nicht korrekt gefördert und wickelte sich um das Extrudergetriebe. Nach einigen Testdurchläufen mussten wir feststellen, dass der automatische Filamenteinschub das Material mit einer viel zu hohen Geschwindigkeit einzieht. Das TPS wird zwar extrudiert, gleichzeitig aber zwischen Extruderantrieb und Hotend gestaucht.
Deshalb sollte die Funktion “Filament automatisch laden” bei betroffenen 3D-Druckern wie dem Prusa i3 MK3S deakiviert werden, da das Material mit einer viel zu hohen Geschwindingkeit geladen wird. Es muss also nicht immer unbedingt am Filament oder an den Druckparametern liegen, dass Kunststoffe schwer zu verarbeiten sind.
| Parameter | Wert |
|---|---|
| Infill Density/Pattern | 5-15%/Grid |
| Layer Height | 0.1-0.25 mm (Druckdüse mit 0.4mm) |
| Brim/Skirt | nicht notwendig, da das Material nicht zu Wapring neigt |
| Printing Temperature | 240 ± 10°C (Optimal: 250°C) |
| Build Plate Temperature | 70± 10°C°C (Optimal: 60°C) |
| Flow | 100% (Optimal: 101%) |
| Retraction Distance | ausgeschaltet (Direct-Extruder) |
| Print Speed | 15± 10% (Optimal: 20mm/s) |
| Fan Speed | 50-80%; Brückenventilatorgeschwindigkeit:50-100% (Überhänge vermeiden) |
Drucktipps-Zusammenfassung für TPS
- ggf. Klebestift als Trennmittel verwenden (gilt nur für Druckbett mit PEI-Schicht)
- Umgebungstemperatur konstant halten; Luftzug vermeiden
- Objektkühlung auf 50-80% stellen (bei Prusa kann die Drucktemperatur dabei für wenige Sekunden abfallen, da der Lüfter nicht optimal ausgerichtet ist)
- Extruder-Spanner einstellen
- Drucktemperatur und -geschwindigkeit anpassen; jeglichen Gegendruck bei der Filamentförderung vermeiden
- Rückzug (Retraction) ausschalten
- Drucktemperatur 240± 10°C
- Druckbetttemperatur 70± 10°C
- Druckgeschwindigkeit < 20mm/s
Typische Anwendungen
Mit TPS-Filament können flexible Komponenten wie Smartphone-Hüllen, Dichtungen und RC-Reifen gedruckt werden. Die Anzahl der Konturen und die Fülle bestimmen die Flexibilität und den den Reibungskoeffizienten.